篠笛の製作
材料
①千葉・房総方面の節の長い女竹が適しています。他に、九州・伊豆地方の竹もあると
言う事ですが、暖かい地方に育った竹は、楽器としては柔らかすぎるとのことです。
②太陽を良く浴び、斜面の密生地に生育した竹が良く、密生地の竹は、生存競争が激し
く丈夫な竹が取れるとのことです。
製作工程
①冬の間一ヶ月寝かせる。
竹は甘くて蜂などが集まるため、虫がつく前の十一月ごろ切り、寝かせます。
②乾燥
二ヶ月寝かせて、正月過ぎに節ごとに切り、乾燥させます。乾燥期間は、早くて二年、
三年は乾燥させないと音色が出ません。この段階で割れるものが多い。
③矯め(ため)
竹材を火で焙り、柔らかくして曲がりを矯正します。
④木取り
太さ、長さより適当な笨(ほん)数(調子)を決めます。同じ笨数のものを揃え、切り落とします。
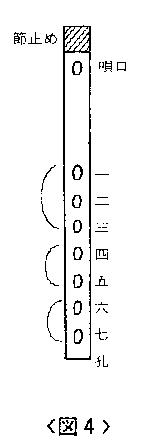
朗童管では頭に節がくるように竹を切って、節と節との間を十分にとり、材質をたっぷりと
生かす形になっています。これを節止めといい、朗童管が同じ笨数でも全体の長さがまちまち
なっているのはこのためです。
(注)篠笛は十二律に合わせ基音の高さより一笨調子、二笨調子・・と呼びます。竹の
太さ、長さや肉の厚さ等によって、笨数がさだめられます。
⑤穴の位置決め
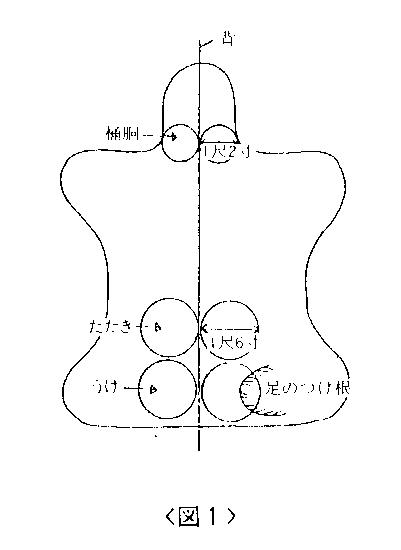
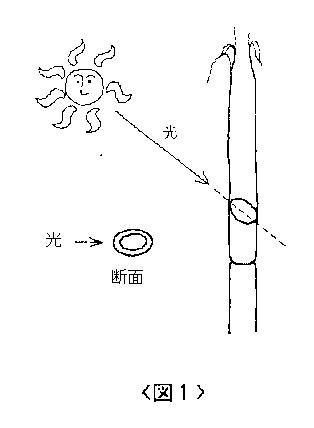 竹材に物差しを当てて、穴の位置をキリで印をつけます。竹のどの方向の面を開けるかも
この時決めるのですが、竹には顔というものがあり、できるだけ竹の顔に開けるのがよい
ということです。竹は真円ではないため表裏があり、どこを顔と定めて穴を開けていくか
によって、同じ材料を使っても出来上がりがわかれてしまう。太陽があたっていた方向
に楕円になっており、そこがよいといわれています(図1)。長年のカンに頼って顔、すなわち
穴を開ける面を決め、寸法を測ってキリで印をつけます。現在は、前代の物差しを使用して
位置決めをしていますが、肉の厚さや質によって同じ調子でも音色が違ってしまい、結局
カンに頼って調整を行う作業が必要となります。
竹材に物差しを当てて、穴の位置をキリで印をつけます。竹のどの方向の面を開けるかも
この時決めるのですが、竹には顔というものがあり、できるだけ竹の顔に開けるのがよい
ということです。竹は真円ではないため表裏があり、どこを顔と定めて穴を開けていくか
によって、同じ材料を使っても出来上がりがわかれてしまう。太陽があたっていた方向
に楕円になっており、そこがよいといわれています(図1)。長年のカンに頼って顔、すなわち
穴を開ける面を決め、寸法を測ってキリで印をつけます。現在は、前代の物差しを使用して
位置決めをしていますが、肉の厚さや質によって同じ調子でも音色が違ってしまい、結局
カンに頼って調整を行う作業が必要となります。
⑥唄口、指穴を開ける
三つ目錐のついたろくろを使って、全て手作業で行います。
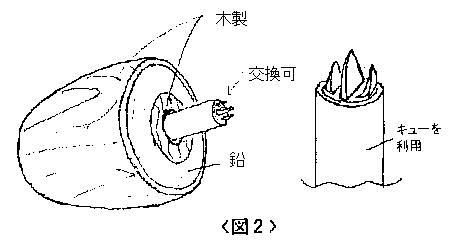
ろくろは、先代がビリヤードのキューを心棒に使い鉛の重りを重力として工夫した物で、
先端には七ミリぐらいの三つの金属が、刃のようにでています。又、キリの刃が交換出来る
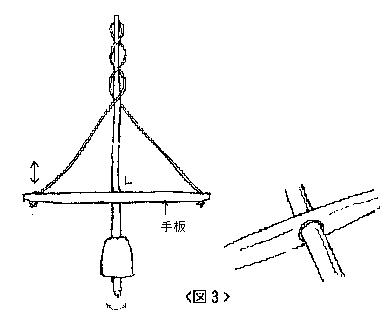
ように工夫されています。手板を上下に動かすと、錘の惰性でキリが左右に回転します。
この道具を使うと、竹材の硬さや厚さにあわせて加減知ながら穴を開ける事ができます。
ドリルなどを使うと、柔らかい竹が割れてしまうということからの工夫です。今、考えら
れる唯一で最良の穴開け道具ということです。
先端のキリの刃は、唄口用、指穴用など三種類の大きさが付け替えられる様になっています。
竹は一定の方向の回転ではうまく穴があかない為、重さを利用してこの刃を左右に回転させ
ています。
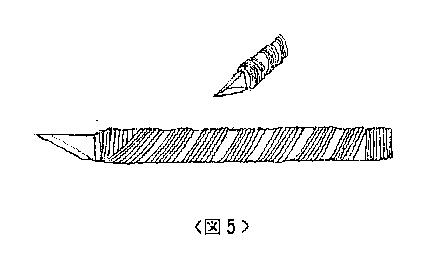
まず、唄口を開けます。指穴は一番下の第七孔からだいたい三段階に分けて、とりあえず
小さ目にあけておきます。この後、火箸で焼いておくと繊維が締まって彫りやすいとの事
です。(図4)
⑦唄口を作る。
唄口を小刀で削って所定の形を造ります。次に竹の中のゴミをガラガラで取り除きます。
ガラガラとは、丸いやすりの棒のことだそうです。次に唄口の頭部に、柔らかくて質の
悪い紙を乾いたまま詰めます。この紙の深さによって音の高低もかわってしまいます。
詰めた紙の上にコンパウンド(樹脂系)を更に詰め、笛ののどもいえる部分が出来あが
ります。このコンパウンドの他にも一般的で簡単な方法に封蝋といって蝋を溶かして
使う方法もあるそうですが、暑くなるとベタつくという欠点があるということです。
⑧調律
唄口が出来上がり、音が出るようになった竹を調律しながら指穴を削ります。
篠笛の場合の調律は、音の高さをあわせるだけでなく、三つの基本の音のバランス、
音色のバランスを調整する。すなわち笛の楽器としての特性を決める最も重要な作業
で
(イ)道具
(a).現在はチューニングメーターを使用し、442Hzを標準として調律しています。
(b).数本の小刀を使って指穴を削ります。微妙な作業の為、たえず切れを保つ様、
こまめに砥ぎながら、調律します。
(ロ)三つの基本の音
・筒音(つつね)-全部押さえた音
・鴫音(しぎね)-抜けるような音 ピー
・空音(そらね)
この三つの音が、平均した音色ででる様にします。特に空音がでないと全体の調子が
よくありません。手彫りの特徴として、鴫音を出す為に第七孔が他に比べておおきく
なっています。
小刀をこまめに砥ぎながら、チューニングメータで三つの基本の音と笛の音律をあわせ
ながら指穴を削って行きます。ここからが本当の笛師の仕事であると聞きました。
手彫りの特徴として、朗童管は調律をする際に、小刀を左右に動かしながら削って
いく為、穴が楕円になっています。左手に縦に竹を持ち、右手に小刀を握ります。
⑨仕上げ
(イ)内部の塗装
楽器の保管性と音色をよくする為に、笛の筒の内部を塗装します。先代は漆に上質の
油煙(松脂を燃やした時のすす)を顔料として混ぜた物を塗っていました。漆は陽気
によって息をする為、柔らかくなったり硬くなったりと竹になじんで融通がききます。
しかし、素人には漆が扱えないという事から、力氏は現在、独自に開発した合成塗料
の一種を使っています。これは、漆より固まってしまうと、硬く丈夫になるという事
ですが、漆ほど融通性はありません。カシュー塗料も使用してみましたが、乾燥の
具合によって匂いが残ってしまう為、いろいろ試した結果、現在のものに落ち着いた
そうです。
朗童管の笛の内部の色は黒です。これは先代が、黒は朱より丈夫であるという事から、
その笛が、長い間、何代にもわたって使われる様にと選ばれたそうです。
塗装は棒の先端に布を巻いたものを使い、下塗り、中塗りと2~3回塗ります。
この厚さにより、これまでの音色も変わってしまうという事です。
(ロ)藤(とう)を巻く
朗童管はどれ見ても藤で巻かれています。巻き方は三種類ほどあり、弓への藤の巻き方
が基本になっています。
・半重巻き
・本重巻き
・天地巻き
先代がよく好んでいたまは、半重巻きとのことです。良いと思った笛ゃ、竹があまい
と思った笛には特によく巻きます。藤は笛にうめこんでまいた物の方がしっかりする
事から、朗童管の高級管は必ずうめこまれています。
現在、藤は台湾などから輸入されたものが使われています。力氏は藤の他にも釣竿等に
使用されている、樹脂系のものを研究してみましたが、伸縮が竹になじまない為、竹には
藤が一番適しているとの事てす。
(ハ)ニスを塗る
外側を磨いて汚れがつかない程度にニスを塗ります。時には笛吹きの依頼により、
塗らずにだす事もあります。
先代、朗童氏と十二律について
先代は手慰みの玩具とみられていた篠笛を楽器として、更には芸術品にまで高めようと
努力されました。十二律の研究は最も代表的な物でしょう
(1)十二律について
篠笛には、正確な音律というものがありませんでした。先代が尺八を吹いていた戦前、
「笛師は笛吹きになってはいけない。自分の好きな笛をつくるようになってしまう。」
という父親の教えを受け、それからは、笛作りに専念しました。同時に音律のない
篠笛にも、きちんとした音階があるのではないかと考え、十二律の研究に没頭しました。
戦後になり、調子の平均を作り、それが尺八、三味線にもあう事を立証し、大学教授等の
裏付けを受け、「篠笛は玩具ではない。きちんとした十二律がある」という事を証明
しました。これより先代し、昭和56年11月30日、横浜文化賞を受賞しました。
篠笛の調子は、一笨調子から十二笨調子まであります。自然の女竹の一番節の間の長い
もので一笨調子の笛が出来、十二笨調子以上では、指穴がくっつきすぎて、演奏が困難
という事てす。このように自然の摂理と理論的に十二律の考えか一致するところに、
面白さがかんしじられるという事です。
現在、カルチャーセンターなどの要望により、ドレミ調の改良型が要求されていますが、
穴の大きさがそれぞれ違ってしまい、不格好になってしまいます。笛の見た目の
美しさは、やはり、囃子用の笛の調律のものが一番のようです。
(2)先代、朗童氏について
先代も一時は先々代と一緒に、露店に笛をならべて売っていた時代もあったとのこと
ですが、研究熱心なこと、又、民謡の老成参州、みさと笛の山川直春、音大講師の
鯉沼廣幸等との出会いがあったことによって、演奏家、学者の意見をとりいれる中から、
定評を得ていったのです。その為、同じ六笨調子の笛でも祭囃子用、民謡用、みさと笛、
ドレミ調用と四種類の調律を用意していたとのことです。
調律だけでなく、作りの面においても、節止めにして頭部を長くしたり、藤を入手した
ものを更に割ってほ細くして巻いたり、藤巻きの際、肉薄の竹材に溝を刻んで埋め込ん
だりして、非常に手をかけて仕上げたのです。
尺八も習得しており、朗童という名もその号からきているとおもわれますが、本文中
にもあるように、製作者が演奏家になってしまうと自分の好みのものを作ってしまう、
という事で、演奏をやめてしまったそうです。これは、楽器はあくまでも演奏家が
表現するための道具であり、そのためには、あまり個性のある楽器よりも、演奏家の
様々な要求にでもこたえられるような許容量の大きい、普遍性のある作りのほうが
良いということでしょうか。
(3)力氏の朗童管伝承について
力氏は会社勤めで、先代が亡くなった当時、笛作りを継ぐつもりはなかったそうです。
しかし先代がなくなった後、朗童管にプレミアムがつき、偽物が出回るようになった
ことを知って、一年以上も迷った末、朗童管伝承という形で製作をはじめたというこ
とです。

 図は牛の皮を広げた形です。図の上方が頭で下が尾、また腹部で開いているので中央
が背中になります。一頭の牛でも皮の厚みは一定でなく、お尻が最も厚く、頭にかけ
て段々と薄くなりまするまた背中側は腹側より厚みが有ります。背中を中心に左右対
称に材料を切り取って行きますが、皮の厚さに合わせて用途が分かれます。
図は牛の皮を広げた形です。図の上方が頭で下が尾、また腹部で開いているので中央
が背中になります。一頭の牛でも皮の厚みは一定でなく、お尻が最も厚く、頭にかけ
て段々と薄くなりまするまた背中側は腹側より厚みが有ります。背中を中心に左右対
称に材料を切り取って行きますが、皮の厚さに合わせて用途が分かれます。 皮を柔らかくする工程。水で晒し、塩抜きをし、糖し塩を調整した中に漬け込む。そ
の後、皮から毛を削ぎ落とす工程。
皮を柔らかくする工程。水で晒し、塩抜きをし、糖し塩を調整した中に漬け込む。そ
の後、皮から毛を削ぎ落とす工程。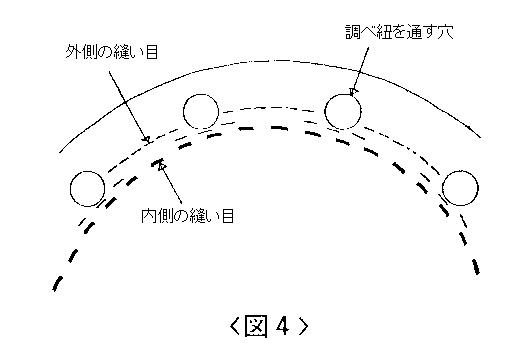 縫い目は二列に縫います。内側は直径九寸です。これは、胴の直径が八寸五分と決ま
っているからです。外側は金輪に沿って縫うのですが、穴の部分では内側に来ます。
縫い目の数は太鼓の大きさによって一定で、見た目の美しさからきめられているそう
です。
縫い目は二列に縫います。内側は直径九寸です。これは、胴の直径が八寸五分と決ま
っているからです。外側は金輪に沿って縫うのですが、穴の部分では内側に来ます。
縫い目の数は太鼓の大きさによって一定で、見た目の美しさからきめられているそう
です。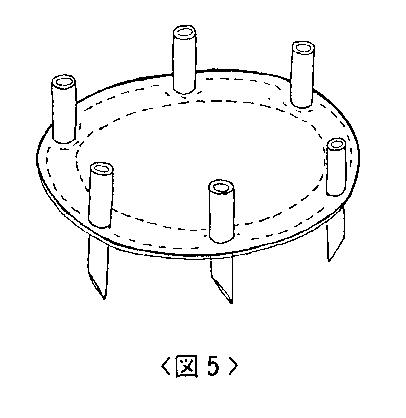 縫製が完了すると穴の形を保つため竹の棒を差し、乾燥に入ります。乾燥に入る前も
のは、白っぽく不透明で、表面はやや弾力が有りしっとりしている。天日で乾かすと
透き通ったあめ色となり、硬さも指で弾くと音がするようになります。ここで皮の裏
側もやすりで擦り落とし、きれいにする。
縫製が完了すると穴の形を保つため竹の棒を差し、乾燥に入ります。乾燥に入る前も
のは、白っぽく不透明で、表面はやや弾力が有りしっとりしている。天日で乾かすと
透き通ったあめ色となり、硬さも指で弾くと音がするようになります。ここで皮の裏
側もやすりで擦り落とし、きれいにする。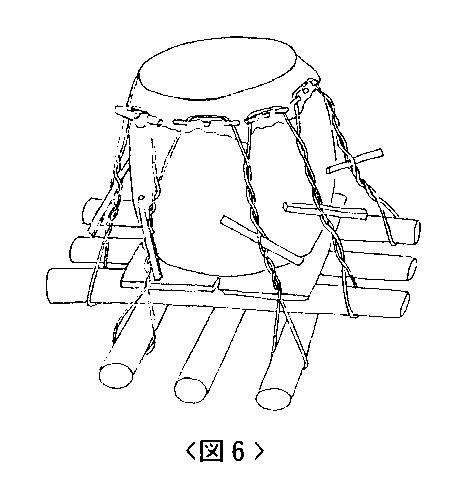 なめし、裁断は締太鼓と同じであるが、縫製はなく、乾燥後皮張りをします。
なめし、裁断は締太鼓と同じであるが、縫製はなく、乾燥後皮張りをします。